深圳整版涂覆機
行業新聞 2020-12-14 112
深圳整版涂覆機
根據涂覆設備行業技術的不斷發展,對需要涂覆的產品進行選擇性的涂覆,因此,選擇性自動涂覆機已成為涂覆的主流設備;根據實際應用的需求,涂覆機在保證有效涂覆面積的同時體積需要縮小體積,以滿足不同的場地條件,提高流水線的產出量。
涂覆機分類:
整板涂覆機
整板涂覆機提供一個清潔、高效的全自動三防噴涂過程。精確控制的噴涂閥門能確保0.02mm厚度的三防涂覆效果均勻一致,較手工噴涂、浸泡、涂刷等方式有了革命性的改進,大大提高生產效率和產品質量。
選擇性涂覆機
選擇涂覆機提供一個清潔、高效的全自動選擇定位三防噴涂過程,避免噴涂到所選擇的區域外,從而免去覆膜、去膜及修復過程。精確控制的噴涂閥門能確保0.02mm厚度的三防涂覆效果均勻一致。
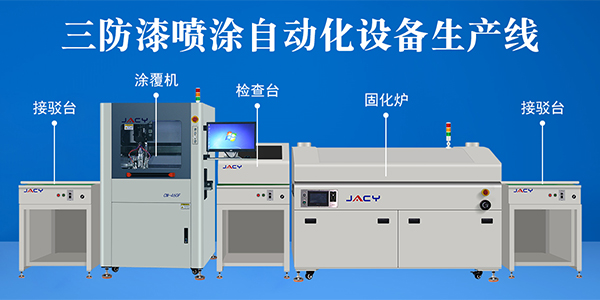
涂覆機生產線
涂覆生產線是根據生產中的實際需要提供專業的配套設備方案。
三防漆操作工藝要求
1、 清潔和烘板,除去潮氣和水分。須先將欲涂物件表面的灰塵,潮氣和油污除凈,以便其充分發揮其保護效能。徹底的清洗可確保腐蝕性的殘余物被完全清除,并使三防漆很好地粘著在線路板表面。烘板條件:60°C,10-20分鐘,在烘箱中取出后趁熱涂敷效果更佳;
2、用刷涂的方法涂覆,刷涂面積應比器件所占面積大,以保證全部覆蓋器件和焊盤;
3、刷涂時板盡量平放,刷涂后不應有滴露,刷涂應平整,也不能有裸露的部分,0.1-0.3mm之間為宜。
4. 在刷涂和噴涂之前,保證稀釋的產品充分攪拌,并在刷涂或噴涂之前,放置2小時。使用高品質天然纖維刷,在室溫情況下輕輕刷涂浸涂。如使用機械,應測量涂料的粘度(用粘度劑或流量杯),可使用稀釋劑調整粘度。
5.線路板組件應垂直浸入涂料糟中。連接器不要浸入,除非經過仔細遮蓋,線路板應浸入1分鐘,直至氣泡消失,然后緩慢拿出。線路板表面會形成一層均勻膜層。應讓大部分涂料殘留物從線路板上流回浸膜機。TFCF有不同的涂覆要求。線路板或元器件浸入速度不宜太快,以免產生過多氣泡。
6.浸涂結束后再次使用時,若表面有結皮現象,將表皮除去,可繼續使用。
7.刷涂后平放在支架上,準備固化,需要用加熱的方法是涂層加速固化。如果涂層表面不平或含有氣泡,在放入高溫爐內固化應在室溫下多放置些時間以便讓溶劑閃蒸出來。